





Mit der Novellierung der Dünge- sowie der Klärschlammverordnung stehen viele Kläranlagenbetreiber immer häufiger vor der Frage, wohin mit dem Schlamm? Große Klärwerke, wie zum Beispiel der Eigenbetrieb Stadtentwässerung Stuttgart (SES) in Mühlhausen, investierten schon früh in Klärschlamm-Monoverbrennungsanlagen. Bei dieser Form der Klärschlammverwertung sorgen Gemü Armaturen in der Anlagentechnik für sichere Prozesse bei der Klärschlammtrocknung.
In der zentralen Verbrennungsanlage in Mühlhausen werden aktuell täglich über 150 Tonnen getrockneter Klärschlamm thermisch verwertet. Dabei kommt der Schlamm nicht nur aus den Werken der Landeshauptstadt. Auf Grund der steigenden Nachfrage nach Verbrennungslösungen nimmt das Hauptklärwerk auch die Schlämme von Klärbetrieben aus der Region an.
So funktioniert die Klärschlammverwertung
Bevor Klärschlamm verbrannt werden kann, wird dem Gemisch aus Flüssig- und Feststoffen in mehreren Schritten die Feuchtigkeit entzogen. Zentrifugen konzentrieren den Klärschlamm zunächst auf 25 % Trockensubstanz, die anschließenden dampfbeheizten Scheibentrockner sogar auf 45 %. In dieser Konzentration ist der Klärschlamm dann bereit zur Verbrennung.
Als Nebenerzeugnis des Trocknungsprozesses entsteht der sogenannte Brüden, ein Stoffgemisch aus Gasen und wasserdampfgesättigter Luft, die flüssige und gasförmige Verunreinigungen enthalten. Im Rahmen eines wirtschaftlichen Klärbetriebs kann der Brüdendampf als Energiequelle zur Eigenversorgung im Wärmenetz des Werks genutzt werden.
Steigende Nachfrage fordert Anlagenertüchtigung
Die zunehmenden Mengen an Klärschlamm bringen viele Betreiber von Verbrennungs- und Trocknungsanlagen an ihre Kapazitätsgrenzen. In der Folge kann es zu Schwierigkeiten in den Trocknungsprozessen und zu starker Geruchsbelästigung kommen. Technische Erweiterungen und Umbauten sind notwendig, um weiterhin einen stabilen Betrieb zu gewährleisten.
Im Fall des Klärwerkes Mühlhausen wurden die Kapazitäten der Fremdschlammannahme auf Grund der steigenden Nachfrage in einem Investitionsprojekt beschlossen und umgesetzt.
In diesem Zusammenhang war die Optimierung der Brüdenkondensation als Teil der Trocknungsprozesse ein wichtiges Ziel. Die Anlagenertüchtigung sollte das Entwässerungsergebnisses der Zentrifugen verbessern, die Geruchsbelästigung für Anlieger reduzieren und die Wärmerückgewinnung in das Nahwärmenetz optimieren.
Bei der bestehenden 2‑stufigen-Brüdenkondensation wurde die erste Stufe von der direkten Erwärmung des Klärschlamms auf die Wärmerückgewinnung im Nahwärmenetz umgebaut. Die Energie des mit ca. 90 — 100°C anfallenden Brüdendampfes, wird über Wärmetauscher in das bestehende Nahwärmenetz eingespeist. Dieses Nahwärmenetz wird für Prozesswärme und zur Gebäudeheizung eingesetzt. In der zweiten Prozessstufe wird der Brüden mit Kondensat weiter gekühlt und ausgewaschen, um die Geruchsbelästigung zu minimieren.
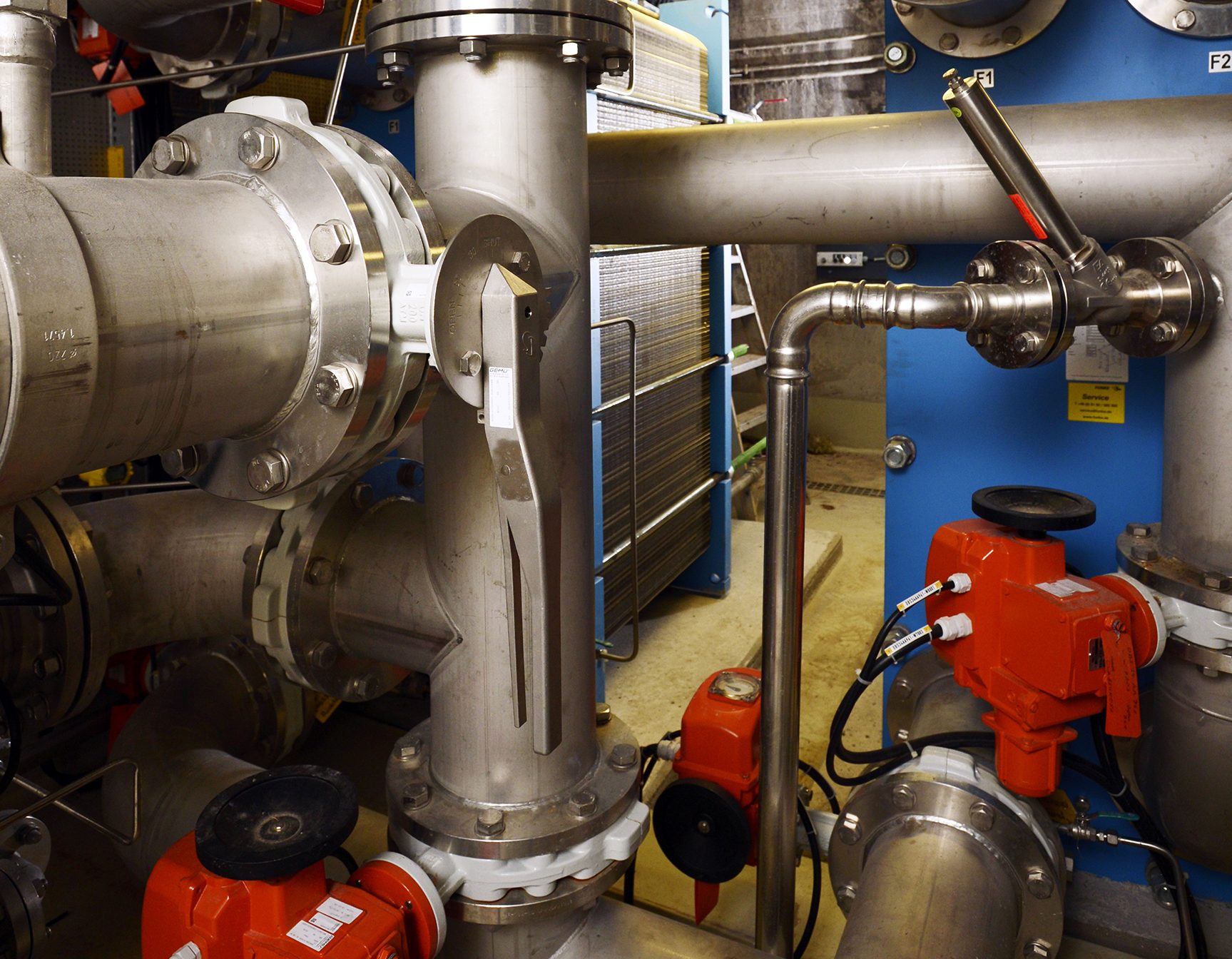
Armaturen für sichere Prozesse
Armaturen, die in den Prozessen rund um die Klärschlammtrocknung zum Einsatz kommen, müssen nicht nur hohen Betriebstemperaturen standhalten. Die Körper- und Dichtwerkstoffe müssen auch eine hohe Beständigkeit gegenüber der im Brüdendampf enthaltenen Stoffe aufweisen. Denn die Verunreinigungen im Brüden können je nach chemischer Zusammensetzung des Klärschlamms schwanken und weisen unterschiedlich aggressive Eigenschaften auf.
Die im Medium enthaltenen Säuren und Laugen greifen die Dichtung der Absperrklappen an, wenn die Manschette aus einem ungeeigneten Werkstoffen gefertigt ist. So ist im Umgang mit Brüdendampf beispielsweise der Einsatz von Elastomer-Dichtungen wie NBR und EPDM nachteilig, denn die Einwirkung von hohen Temperaturen und chemisch aggressiven Medien beschleunigt die Gummialterung und führt zu sichtbaren und messbaren Veränderungen. In der Folge kann es zu Verhärtungen, Rissbildung oder zu einer klebrigeren Gummierung kommen. Der Rückgang der elastischen Eigenschaften der Manschette führt schließlich zum Verlust der Dichtfunktion der Absperrklappe. Besser geeignet ist hierfür die Kombination von Fluor-Kunststoffen und Elastomeren. Eine PTFE Manschette schützt den elastischen Backliner vor hohen Temperaturen und aggressiven Medien.
Unter Berücksichtigung dieser Betriebsparameter haben sich die Verantwortlichen im Klärwerk Mühlhausen bei der Anlagetechnik für die Gemü Absperrklappen der Baureihe 490 mit PTFE Manschette entschieden. Selbst Anlagenstörungen, bei denen Temperaturen von über 100°C entstehen können, schaden den Armaturen nicht, da die PTFE-Manschetten ausreichend widerstandsfähig gegen die im Brüden enthaltenen Inhaltstoffe sind.
Für höchste Sicherheit wurde zudem im Bereich der Trockner eine elektrisch betriebene Absperrklappe mit Federkraft-Funktion installiert. Bei Stromausfall öffnet diese Klappe selbstständig. So wird im Störungsfall vermieden, dass Dampf in den Scheibentrocknern durch die Restwärme Druck aufbaut und Schäden an Apparaten und Rohrleitungen verursacht.
Durch Einführung modernster Technologie bei der Optimierung der Brüdenkondensation kann das Klärwerk Mühlhausen nun die gestiegenen Mengen von Klärschlamm verarbeiten. Dabei wurde sowohl die Sicherheit der Anlage bei Störungen als auch die Wärmerückgewinnung optimiert. Zudem wurde durch die Reduzierung von Geruchsbelästigungen ein weiteres Ziel erreicht.

